
無電解ニッケルめっきは、電気ニッケルめっきに比べて膜厚のばらつきが非常に少なく、1ミクロン単位で膜厚管理ができるため、精密部品への表面処理に適しています。鉄系素材だけでなく、アルミニウム合金や銅合金に対してもめっき可能です。
各無電解ニッケルめっき比較
| 項目 | 中高リン | 中リン | 黒色無電解ニッケル |
| 鉛 | 非含有 | 非含有 | 非含有 |
| 被膜組成 (Ni含有率) | 89-91% | 90.5-92.5% | - |
| 被膜組成 (P含有率) | 9-11% | 7.5-9.5% | - |
| 均一析出性 | 所定の厚さの約±5%以内 | 所定の厚さの約±5%以内 | 所定の厚さの約±5%以内 |
| 磁性 | 析出状態では非磁性 | 析出状態では非磁性 | - |
| 皮膜硬度 | 550HV | 580HV | 250HV |
| 皮膜硬度 (熱処理後) | 950HV | 950HV | 350HV |
| 耐蝕性 | 電気Niより優 | 電気Niより優 | 336時間変化無 (温度35℃、湿度95%) |
| 密着性 | 電解Niより優 | 電気Niより優 | - |
| めっき対応サイズ (ラック) | 1400×400×450(h) | 600×700×700(h) | 300×300×300(h) |
電気Niめっきとの違い


無電解Niめっきは化学反応のみによってめっきを行うため、”高電部”や”弱電部”の発生による膜厚のばらつきがなく、非常に均一な膜厚でめっきを仕上げることができます。

注意点として、無電解Niは光沢剤による平滑化能力がなくめっきをする前の素材表面の状態に100%依存した外観に仕上がるため、母材に傷や打痕があるとその形に添ってめっきがつきまわり、仕上がった際にこれらが目立つことがあります。
無電解Niめっきの析出特性
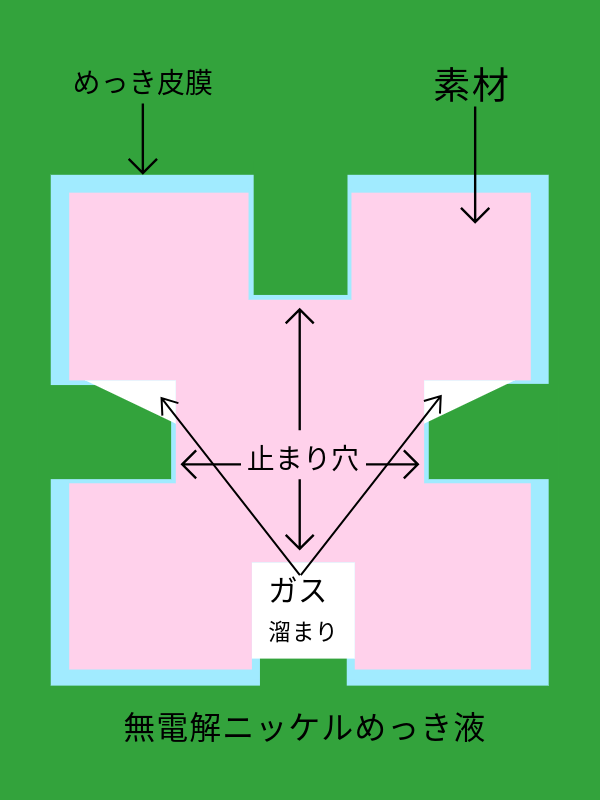

無電ニッケルめっきi皮膜の析出特性として、めっき液に触れている場所全体に均一に膜厚が析出します。なぜなら、電気を用いず化学反応だけでめっきをするので電気による”強電部”や”弱電部”が消失して膜厚のばらつきが抑制されるからです。
注意点としては、貫通していない穴があるとその内部はめっき液の循環性が悪くニッケルイオンが供給され難くなるのでめっきの析出速度が遅くなり膜厚が薄くなります。また、めっきをする時に発生するガスが溜まる部分があるとその部分はめっき液に接触せず無めっきのまま仕上がります。
当社では、めっき液中で製品を動かしてガスを抜き無めっきとなる部分が出ないように処理することを得意としておりますので、お気軽にご相談ください。

無電解Niの光沢について
無電解Niめっきは電気Niめっきと違って光沢剤がないため、素材の微細な凹凸を埋めてなだらかにする表面平滑化能力はありませんが、素材の形状に沿って非常に均一な被膜を形成させ、安定した寸法を得る事ができます。


無電解ニッケルめっきは元の素材の表面粗さに比例してめっき後の光沢度合いが変わります。これは無電解ニッケルめっきの均一析出特性によるもので、元の素材の表面粗さが鏡面に近くなるほどめっきの光沢が増します。
熱処理について
熱処理を行うことで無電解Niめっき被膜を硬くすることができます。以下の表を参考にしてください。
熱処理後の被膜硬さ(1h保持)
| 熱処理温度(℃) | ビッカース硬さ(中高リン、高リン) |
| 0 | 535 |
| 100 | 557 |
| 150 | 591 |
| 200 | 646 |
| 250 | 711 |
| 300 | 802 |
| 400(これ以上は硬度低下) | 950(最大) |
お問い合わせ
〒726-0005 広島県府中市府中町83
TEL : (0847)41-6380
※営業時間 8:00~17:00 月~金(祝日除く)
めっきのご依頼を承っております。
お気軽にご相談ください。